
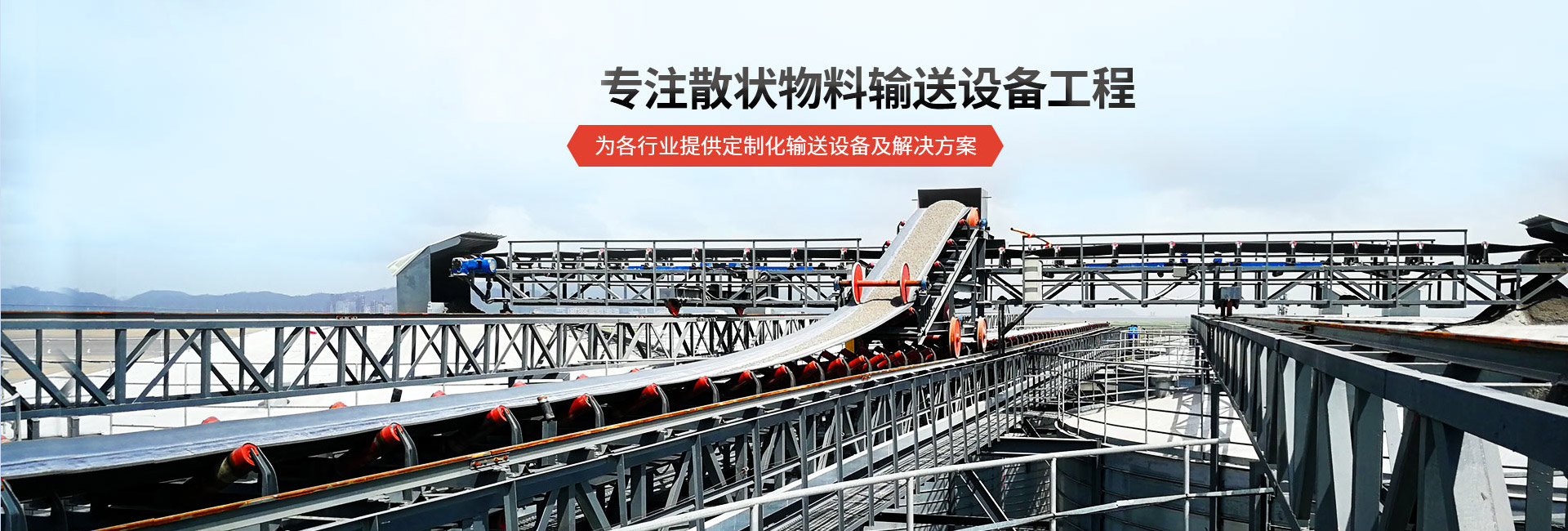




安徽中南花纹输送带(图)-花纹输送带厂商-花纹输送带
安徽中南输送设备有限公司
经营模式:生产加工
地址:芜湖市弋江区中国芜湖商品交易博览城H01#楼117
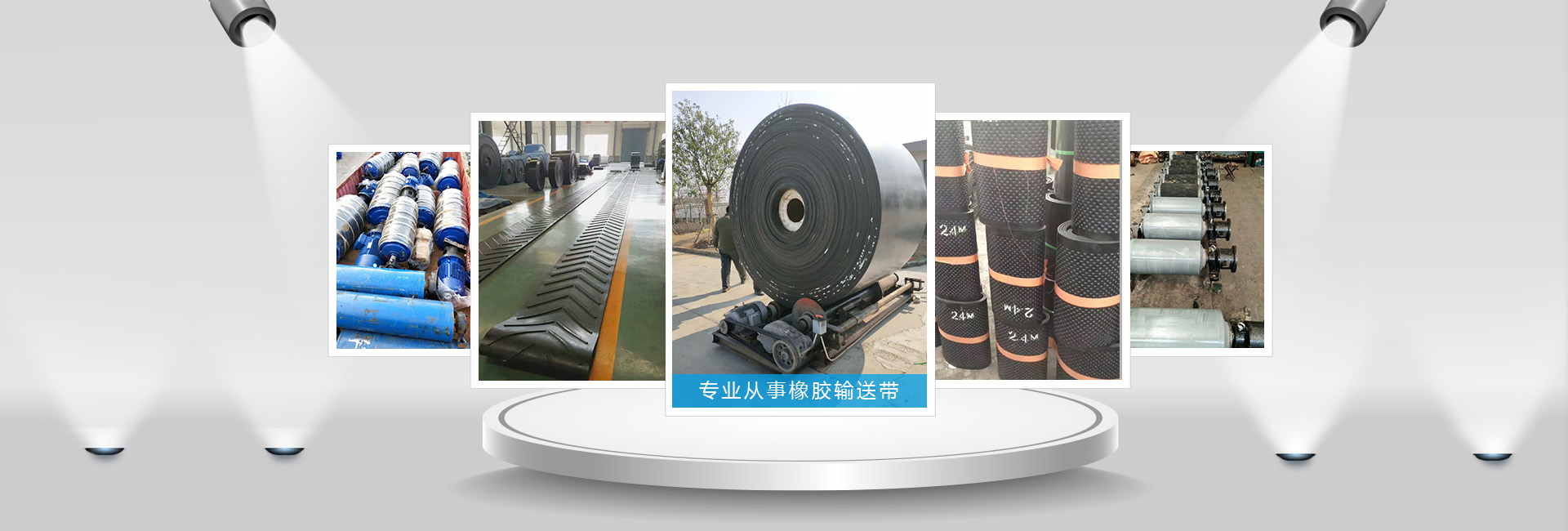
主营:输送带,输送机,大倾角输送带
业务热线:0553-2711699

产品详情
联系方式
产品品牌:中南输送
供货总量:不限
价格说明:议定
包装说明:不限
物流说明:货运及物流
交货说明:按订单
有效期至:长期有效
安徽中南花纹输送带(图)-花纹输送带厂商-花纹输送带
由于输送带是整根压制成型,所以在使用的时候,要使用的设备,将其两端连接在一起,成为一个完整的圆环.如何将输送带两端对接呢?
首先用2个葫芦把重锤拉紧装置提升上来,使输送带放松。
然后把硫化机放好位置,并接上电源。在要硫化的输送带下面先铺上液压板,液压板上面铺上电热板。
在电热板的上面铺上高温纸,然后把要硫化的输送带放在上面。把要硫化的这一段输送带用刀割齐,再用磨光机磨这一层面,磨好后用毛刷扫干净输送带上的磨屑,用(120#)清洗磨面。然后用胶糊涂抹磨面和所要贴的胶带,要涂抹均匀。
涂抹完后把胶带贴到输送带上,然后再用胶糊涂个贴边。接着铺上高温纸,盖上电热板,上面加上木板,再加上加压横梁紧固好螺栓,压紧加压横梁。接好线,送上电进行加热,在温度达到145℃,稳定在此温度左右,再加热30分钟。
关掉电源,等温度慢慢降下来后,取下硫化设备,落下张紧装置,重新张紧输送带。
这样,输送带的两端就接在一起;了,一根完整的输送带就成型了~







假如输送带在机头卸载滚筒处跑偏,则输送带往哪边跑偏就将哪边的滚筒轴沿输送带运行方向前调一小段距离,可通过调节滚筒两侧轴承的调节螺栓来进行;假如输送带在机尾改向滚筒处跑偏,则应把输送带跑松侧滚筒沿回空输送带运行方向前移(用调节螺栓调整)。对于驱动滚筒和储带仓内的改向滚筒,如出现输送带跑偏现象,可参照机头卸载滚筒的调整方法进行处理。机尾滚筒的调整方法与机头卸载滚筒刚好相反。由于驱动滚筒的调整距离有限(10~30 mm),通常情况下,将驱动滚筒轴心线调整至与输送机长度方向垂直后靠螺旋拉紧装置或重锤拉紧装置来调整尾部改向滚筒轴承座的位置。


输送带连接的影响
带式输送机若完成输送工作则需要将输送带连接成一个环形缠绕在滚筒、托辊等旋转体上,当输送带在连接成一个环形封闭带时,带式输送机接口错位或输送带中心线不成一条直线。而是一个小于180??的夹角或错位时,在这种情况下,当输送带拉紧时会使输送带各部分受力不均或一侧拉紧另一侧起拱,进而使得输送带产生跑偏现象。
解决方法:应尽量使得输送带接口处两边的输送带中心线呈一条直线且接口对齐



甄总先生
手机:13605536485


